
2025年秋江苏开放大学数控机床及应用技术第二次作业答案
文档介绍
注意:因为学习平台题目是随机,选择题选项也是随机,一定注意答案对应的选项,同学们在本页按“Ctrl+F”快捷搜索题目中“关键字”就可以快速定位题目!!!
同专业其他作业点击右侧标签查看
试题列表
单选题
题型:单选题客观题分值2分难度:中等得分:2
1
设定绝对尺寸编程方式用G91指令。( )
A
正确
B
不确定
C
无
D
错误
学生答案:D
老师点评:
题型:单选题客观题分值2分难度:中等得分:2
2
G96 S150 表示切削点线速度控制在( )。
A
150 r/min
B
150 m/min
C
150 mm/min
D
150 mm/r
学生答案:B
老师点评:
题型:单选题客观题分值2分难度:较难得分:2
3
影响数控车削加工精度的因素很多,要提高工件的加工质量,有很多措施,但( )不能提高加工精度。
A
减小刀尖圆弧半径对加工的影响
B
正确选择车刀类型
C
控制刀尖中心高误差
D
将绝对编程改变为增量编程
学生答案:D
老师点评:
题型:单选题客观题分值2分难度:较难得分:2
4
西门子802S(C)系统中装有毛坯切削循环指令是( )。
A
LCYC95
B
以上都不是
C
LCYC97
D
LCYC93
学生答案:A
老师点评:
题型:单选题客观题分值2分难度:困难得分:2
5
试切对刀法如右图所示,由图可以看出:( )。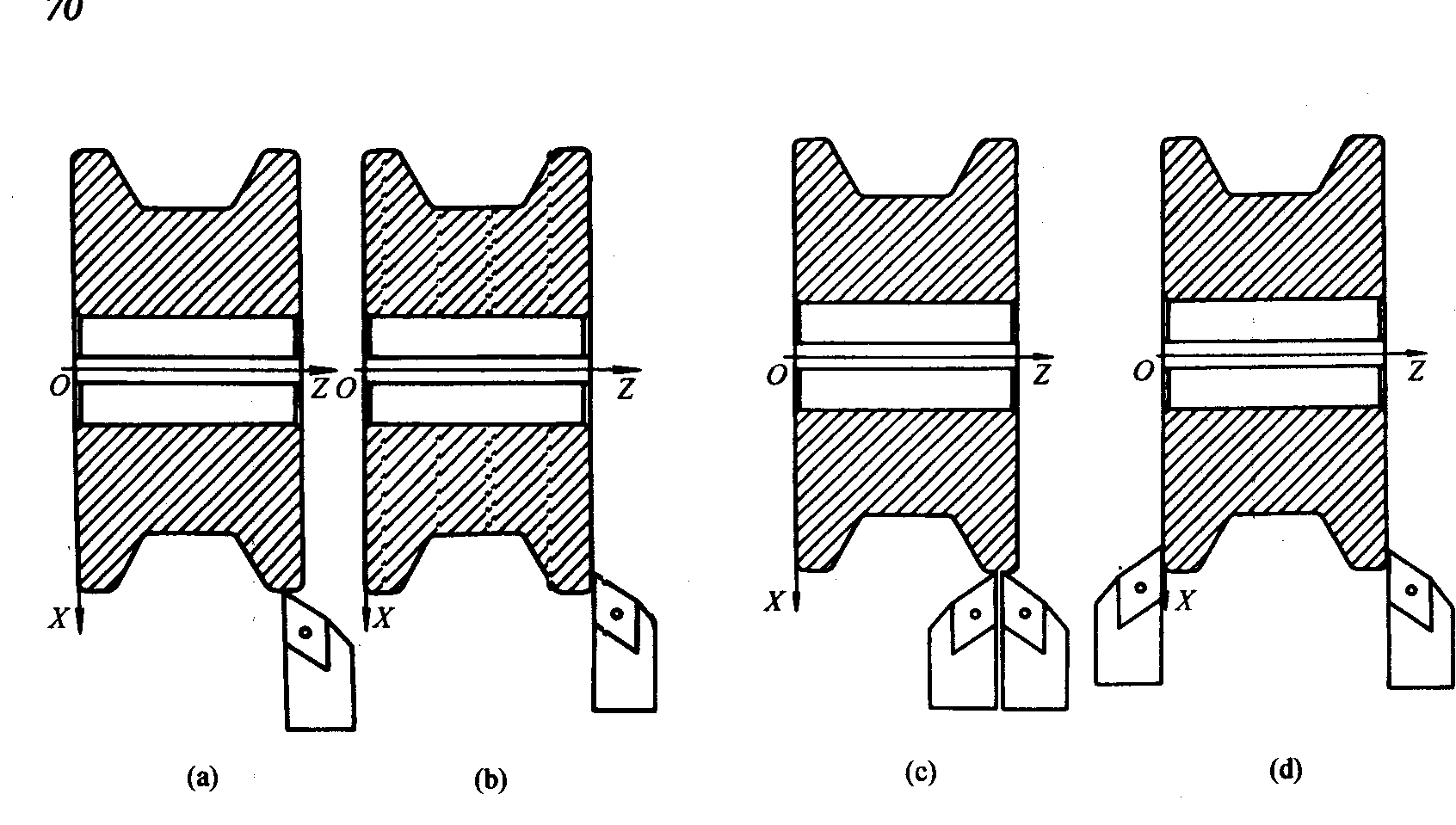
A
左图完成Z向对刀
B
右图完成X向对刀
C
左图完成X向对刀,右图完成Z向对刀
D
左图完成Z向对刀,右图完成X向对刀
学生答案:C
老师点评:
题型:单选题客观题分值2分难度:一般得分:2
6
用M02和M30作为程序结束语句的效果是相同的。( )
A
不确定
B
无
C
错误
D
正确
学生答案:C
老师点评:
题型:单选题客观题分值4分难度:困难得分:4
7
有些零件需要在不同的位置上重复加工同样的轮廓形状,可采用( )。
A
子程序调用
B
镜像加工功能
C
旋转功能
D
比例缩放加工功能
学生答案:A
老师点评:
题型:单选题客观题分值2分难度:中等得分:2
8
在下列数控车床G功能代码中,( )是主轴恒线速控制。
A
G97
B
G99
C
G96
D
G98
学生答案:C
老师点评:
题型:单选题客观题分值2分难度:中等得分:2
9
程序结束,并返回到起始位置的指令是( )。
A
M00
B
M01
C
M02
D
M30
学生答案:D
老师点评:
题型:单选题客观题分值2分难度:中等得分:2
10
要调用子程序,在子程序结束时用M17返回主程序。( )
A
无
B
不确定
C
正确
D
错误
学生答案:C
老师点评:
题型:单选题客观题分值2分难度:简单得分:2
11
G00快速点定位指令控制刀具快速移动到目标位置。( )
A
正确
B
不确定
C
错误
D
无
学生答案:A
老师点评:
题型:单选题客观题分值2分难度:一般得分:2
12
一段程序中有了G02指令,下一程序段如果仍然是G02指令,则G02可略。( )
A
正确
B
不确定
C
错误
D
无
学生答案:A
老师点评:
题型:单选题客观题分值2分难度:一般得分:2
13
在下列G功能代码中,( )是顺时针圆弧插补。
A
G01
B
G02
C
G03
D
G00
学生答案:B
老师点评:
题型:单选题客观题分值2分难度:中等得分:2
14
当执行M02指令时,机床( )。
A
主轴停止、进给停止、冷却液关闭、程序结束
B
主轴停止、进给停止、冷却液未关闭、程序返回至开始状态
C
主轴停止、进给停止、冷却液关闭,但程序可以继续执行
D
进给停止、冷却液关闭、主轴不停
学生答案:A
老师点评:
题型:单选题客观题分值2分难度:中等得分:2
15
采用固定循环编程,可以( )。
A
加快切削速度,提高加工质量
B
减少吃刀深度,保证加工质量
C
减少换刀次数,提高切削速度
D
缩短程序段的长度,减少程序所占内存
学生答案:D
老师点评:
填空题
题型:填空题主观题答案不允许乱序分值2分难度:中等得分:2
1
车削加工时,其径向尺寸采用 编程更方便。
学生答案:直径
题型:填空题主观题答案不允许乱序分值2分难度:中等得分:2
2
直线进给率的单位为mm/min;旋转进给率的单位为 。
学生答案:mm/r
题型:填空题主观题答案不允许乱序分值2分难度:较难得分:2
3
数控车床操作控制面板上回参考点按键的功能是 。
学生答案:机床回零
题型:填空题主观题答案不允许乱序分值2分难度:中等得分:2
4
数控车床操作控制面板上紧急停止按钮的功能是 。
学生答案:当机床出现紧急状态时,压下该按钮,使机床各项机能立即停止,起到紧急保护作用
题型:填空题主观题答案不允许乱序分值2分难度:中等得分:2
5
只有当机床操作面板上的“选择停止键”被按下,才能生效的暂停指令是 。
学生答案:M01
题型:填空题主观题答案不允许乱序分值2分难度:一般得分:2
6
数控加工中心是在普通数控机床的基础上加装一个刀库和 ,构成一种带自动换刀装置的数控机床。
学生答案:自动换刀装置
题型:填空题主观题答案允许乱序分值2分难度:一般得分:2
7
刀具半径补偿分 补偿和 补偿。
学生答案:刀具半径左;刀具半径右
题型:填空题主观题答案不允许乱序分值2分难度:较难得分:2
8
数控车床的工件坐标系原点习惯设定在 。
学生答案:主轴中心线与工件右端面的交点处
题型:填空题主观题答案不允许乱序分值2分难度:困难得分:2
9
在轮廓表面车削时,当直径尺寸变化较大时,采用 控制有利于保证零件的表面加工质量。
学生答案:恒线速度
简答题
题型:简答题主观题分值20分难度:简单得分:20
1
1. 图1所示零件的粗加工已经完成,选用2号刀对其进行精加工时,刀架在操作者一侧,工件坐标系设在工件右侧,换刀点(程序起点)位置为X100(直径值)、Z100。请仔细阅读程序,完成程序和注释中对应序号内容的填写(每空2分)。(注意:请在答题区输入答案,上传附件和图片不得分。)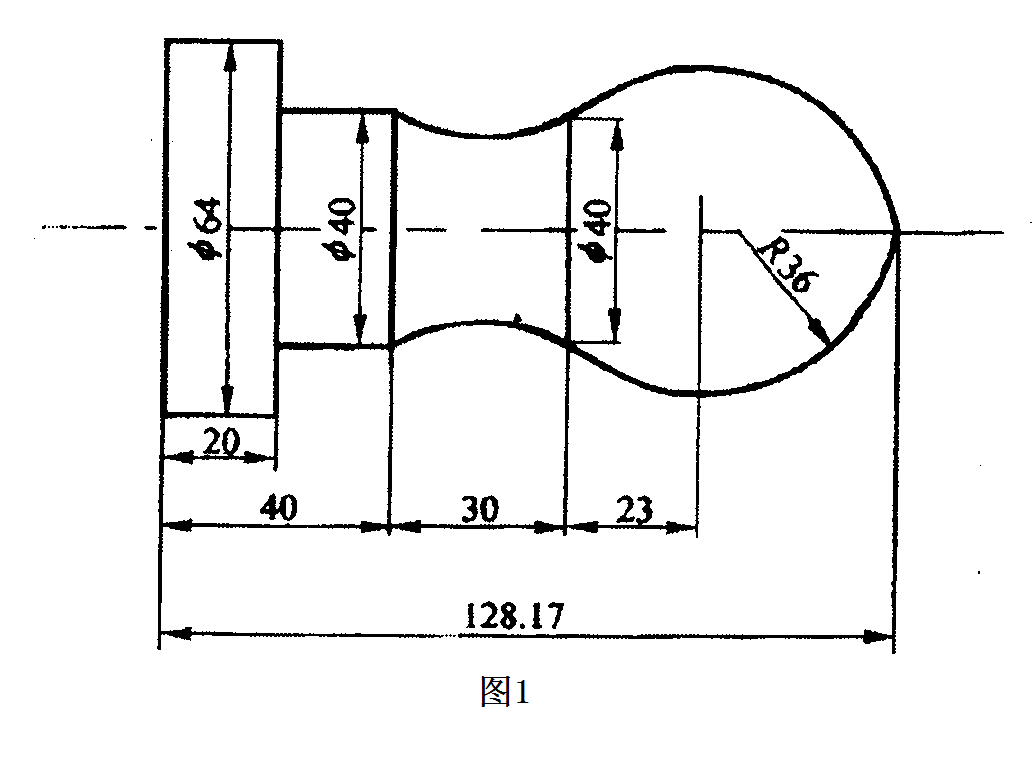
程序 | 注释 |
AA11.MPF | 程序名 |
…… |
|
N300 G00 X(1) Z(2) | 快速定位到换刀点 |
N310 T(3) M03 S900 | 换2号刀,主轴正转,转速(4) |
N330 G00 Z2 |
|
N340 X0 |
|
N350 G01 G41 Z0 F0.1 |
|
N360 (5) X40 Z-58.17 I-7.693 K-35.17 | 加工R36圆弧 |
N370 (6) X40 Z-88.17 I25.981 K-16 | 加工第二段圆弧 |
N380 G01 Z (7) | 加工Φ40圆柱面 |
N390 X 64 | (8) |
N400 Z-128.17 |
|
N410 G00 X100 |
|
N420 G40 Z100 M09 |
|
N430 (9) | 主轴停止 |
N440 (10) | 程序结束 |
题号 | (1) | (2) | (3) | (4) | (5) |
答案 |
|
|
|
|
|
题号 | (6) | (7) | (8) | (9) | (10) |
答案 |
|
|
|
|
|
学生答案:(购买后获取答案)
题型:简答题主观题分值30分难度:中等得分:30
2
在西门子 802S 数控车床上编程加工如图所示的零件,毛坯尺寸为Φ50mm×100mm 。 刀架在操作者一侧,工件坐标系原点设置在工件右端面中心,换刀点(程序起点)位置为 X200 (直径值)、Z200。请仔细阅读程序和注释, 为每个小题选择正确的选项。(每空3分)。(注意:请在答题区输入答案,上传附件和图片不得分。)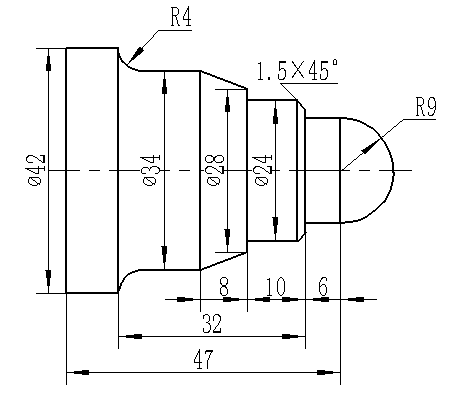
序号 | (1) | (2) | (3) | (4) | (5) |
内容 |
|
|
|
|
|
序号 | (6) | (7) | (8) | (9) | (10) |
内容 |
|
|
|
|
|
KHYT.MPF; | 程序名 |
N10 T1D1 M03 S600 G95 G90 G23 G40; | 换 1 号外圆车刀, 导入刀具刀补;主轴正转, 转速为 (1) |
N20 G00 X50 Z2; | 快速点定位至切削起点 |
N30 _CNAME=“ (2) ”; | 轮廓子程序名 |
R105=1 R106=0.5 R108=2; | 设置循环参数 |
R109=0 R110=1.5 R111=0.4; |
|
R112=0.2 |
|
(3) ; | 调用毛坯切削循环 |
N40 G00 (4) ; | 快速定位至换刀点 |
N50 T1D1 M03 S (5); | 换 1 号外圆车刀, 导入刀具刀补;主轴正转, 转速为 1000r/min 准备进行轮廓精加工 |
N60 R105= (6) ; | 设置轮廓精加工参数 |
LCYC95; | 调用毛坯切削循环 |
N70 G00 G90 X200; |
|
N80 Z200 ; | 刀具退至安全位置 |
N90 (7) ; | 主程序结束 |
L1.SPF | 程序名 |
|
N10 G00 X0 Z1 G42; | 快速定位靠近轮廓起点位置 |
|
N20 G01 Z0 F0. 1; | 至轮廓起点位置 |
|
N30 G03 X18 Z- 9 CR=9; | R9 圆弧加工 |
|
N40 G01 Z-15; | Φ18mm 圆柱加工 |
|
N50 G01 (8) CHF=1.5; | 端面、倒角加工 |
|
N60 Z-25; | Φ24mm 圆柱加工 |
|
N70 X28 | 圆锥小端Φ28加工 |
|
N80 X34 Z-33; | 圆锥大端Φ34加工 |
|
N90 Z-43; | Φ34mm 圆柱加工 |
|
N100 G02 X42 Z-47 CR= (9) ; | R4 圆弧加工 |
|
N110 G01 Z-56; | Φ42mm 圆柱加工 |
|
N120 G40 G01 X50 | 退刀 |
|
N130 (10) | 子程序结束 ; |
|
学生答案:(购买后获取答案)
©软件著作权归作者所有。本站所有软件均来源于网络,仅供学习使用,请支持正版!
转载请注明出处: 形易网 » 2025年秋江苏开放大学数控机床及应用技术第二次作业答案
发表评论 取消回复